Для того щоб просвердлити різні види нержавіючих сталей в домашніх умовах, використовують спеціальні свердла і рідинне охолодження. Це дозволяє поліпшити технологічний процес і отримати якісне металевий отвір без шкоди для електроінструменту і основної поверхні матеріалу. Свердлять такий метал як на промислових верстатах, так і звичними будівельними електроприладами за заздалегідь накресленому шаблоном.
Особливості нержавійки і вибір свердла
Нержавіюча сталь широко поширена в побутовій і промисловій сфері. Вона являє собою якісний металевий сплав, стійкий до корозії і впливу різних агресивних середовищ. У побуті часто використовують цей матеріал для виготовлення сантехнічних приладів, стільниць, труб і т. Д. У процесі ремонту або будівництва іноді виникає необхідність просвердлити ту чи іншу деталь, виконану з цього металу.

Важливим нюансом при свердлінні нержавіючих сталей, поряд з правильним підбором охолоджуючих рідин і технології проведення робіт є якісне свердло. Багато фахівців і донині віддають переваги перевіреним часом і дуже міцним кобальтовим варіантів (СО-5), які також підходять для того різання отворів в жароміцних видах металу або чавуні без необхідності застосування попередньої центрування.

Ці моделі раніше виготовляли на основі сталевих сплавів з 5% кобальту в своєму складі або з високоміцних сталей типу Р-18 з додаванням цього хімічного елемента. У наші дні їх складно відшукати на ринку будівельних матеріалів ті види, які відповідали радянським нормам ГОСТ – 10902-77, так як вони практично не виробляються в промисловому обсязі.

Найчастіше більшість вітчизняних виробників просто покривають деталі “золотистим” шаром кобальту, але при цьому його самого в складі заготовки міститься мінімально або зовсім немає. Така технологія дозволяє домогтися поліпшення параметрів ковзання, але не додає стрижня ніякої міцності.

На ринку існують аналоги “справжніх” кобальтових варіантів зарубіжного виробництва, характеристика яких відповідає стандартам DIN – 338 або 336, а маркування містить абревіатуру HSS-C або просто NHSS. Такі типи свердел також виготовляють з високоміцних сталей з обов’язковим вмістом не менше 5% кобальту в складі сплаву (серед виробників варто відзначити такі фірми як Bosch; Ruko; Gross; Hagwert; Hilti та ін.
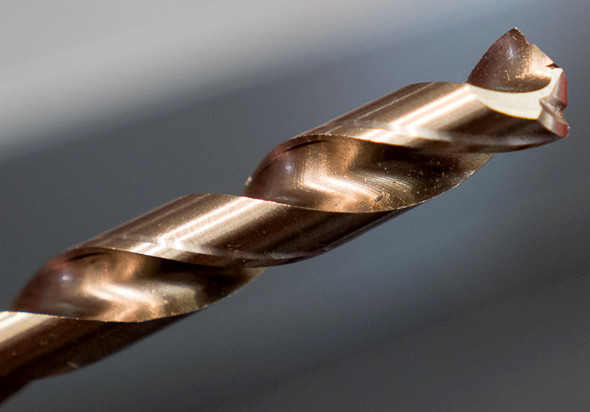
Перевагою їх є висока твердість матеріалу, з якого вони зроблені і спеціально затуплений кут заточки наконечника, що робить їх придатними для роботи з будь-якими видами “важких” металів. Єдиним мінусом може стати ціна, яка помітно вище ніж у звичайних варіантів стандартних свердел.
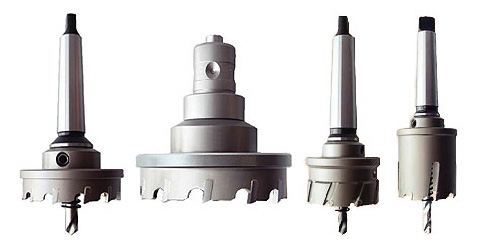
Сталеві коронки і конічні свердла для нержавійки
Крім кобальтових варіантів різного діаметру і міцності під нержавійку застосовують і інші свердла з металевих сплавів великий твердості з максимально гострою заточкою для щільних матеріалів, яка, як правило, виконана тільки по одній ріжучої стороні. Вибір свердла і робочого інструмента залежить від марки нержавіючої сталі, товщини оброблюваної заготовки і обраного технологічного процесу.

Якщо необхідно виконати велике отвір (від 14 мм в діаметрі і вище.) Використовують спеціальні кільцеві свердла або коронки. Вони мають додаткову затискну оснащення, патрон і свердлильну головку різних розмірів, які за таблицями відповідають дюймовим і метричних стандартам під трубні і інші популярні вироби з нержавійки.
При невеликих показниках товщини (1-2мм), рассверлить нержавійку можна простим сталевим свердлом, але тільки якщо його ріжуча частина заточена під кут 120 градусів. При цьому електроінструмент налаштовують на мінімально можливі обороти (100об / хв), щоб не допустити розлом різця, а також перегріву і виходу з ладу самого інструменту.
Для свердлильної обробки листової, харчової та особливо тонкої нержавіючої сталі (менше 0,9 мм) застосовують спеціальні ступінчасті або конусні свердла по металу. Їх особливість полягає в тому, що робоча частина деталі виконана у вигляді спіралі з кільцевими переходами різного діаметру.
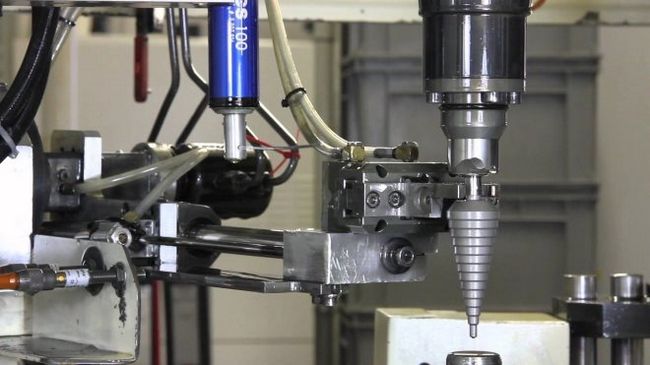
Це дозволяє під час свердління точно визначити який отвір за розміром зроблено на певному етапі роботи. У таких випадках (при зовсім невеликій товщині) такі види здатні замінити цілий набір деталей для нержавіючої сталі, включаючи круглі коронки і звичайні свердла з різним типом заточування.
Застосування охолоджуючих і мастильних матеріалів
Свердління отворів у виробах, які виготовлені з нержавіючої сталі стандартним металевим свердлом і за простою технологією не рекомендується з огляду на особливої структури сплаву, яка відрізняється підвищеною в’язкістю. Використання звичайного свердла призводить до того, що в процесі роботи відбувається надмірно сильне нагрівання всіх елементів, які в ньому беруть участь, що може негативно вплинути на робочий інструмент і фінішне якість.

Щоб уникнути труднощів при самостійному свердління і зробити отвір правильно і максимально рівно використовують якісні охолоджуючі рідини, які одночасно виступають і мастильним матеріалом.
У промислових масштабах діють потужні свердлильні верстати та обладнання, яке оснащено системою автоматичної подачі рідини. Деякі майстри обладнають подібним пристосуванням і старі або саморобні стани, споруджуючи його на основі насоса від автомобільної помпи або іншого відповідного варіанту.

Поширеною і грубою помилкою початківців майстрів є занурення свердла в воду під час роботи. Тобто спочатку роблять отвір насухо, потім розпечений стрижень опускають в холодний розчин. Чинити так категорично не можна, це знижує властивості деталі, і на певному етапі заготовка зламається, теж стосується і самого робочого інструмента.

Склад, який застосовують під час свердління нержавійки найчастіше виробляють на основі суміші технічного масла або інших видів з високими показниками в’язкості і колоїдної сірки, протертою в порошок (яку часто використовують для процедури обкурювання в садівництві та виноградарстві.). Ці два елементи змішують між собою в рівних пропорціях і отримують необхідний для якісної роботи охолоджуючий матеріал.

Більш ефективним варіантом охолодження є розчин на основі сірки і жирних кислот. Останні легко отримати самостійно за такою технологією:
- невеликий шматок господарського мила стандартної марки подрібнюють до порошкоподібного стану;
- додають в ємність гарячу воду (70-80 градусів) і як слід все перемішують;
- в злегка остиглий розчин додають кілька крапель технічної кислоти (соляної);
- через кілька хвилин, коли на поверхні утворюються характерні жирні бульбашки, їх “гасять” великою кількістю охолодженої або крижаної води.

Отриманий затверділий шар і є необхідні для роботи жирні кислоти, які згодом змішують з сірчаним порошком в пропорції 1 до 6 і використовують в якості компенсатора нагріву під час свердління. При неможливості виконати подібну процедуру або через брак відповідних матеріалів можна придбати готові варіанти рідинного охолодження, які продаються в спеціальних магазинах (але вартість їх буде набагато вище, ніж тих, що отримують самостійно).
Правила і поради з свердління в домашніх умовах
Для того, щоб отвір вийшло рівним і якісним використовують кілька простих правил, які дозволяють виконувати роботу по нержавійці якісно, а саме:
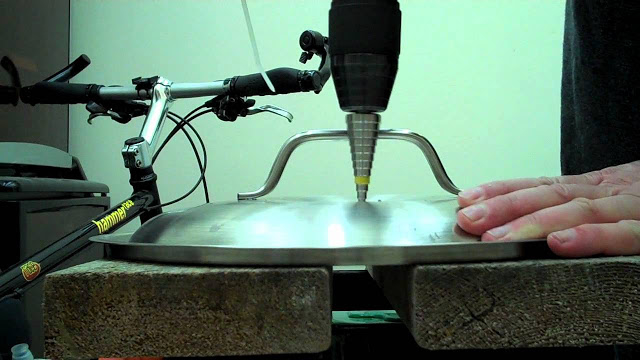
При свердлінні деталей, які розташовані в горизонтальній площині свердло просовують через гумову шайбуілі інший відповідний за розмірами і властивостями матеріал (наприклад пластикова пробка), які в свою чергу заповнюють охолоджуючим складом і встановлюють безпосередньо над місцем необхідного різу. Або додатково обприскують ділянку універсальними засобами по металах у вигляді аерозолів.

Для вертикальних поверхонь можна встановити парафіновий кульку, який є непоганий мастилом. Для полегшення робіт в будь-якій площині фахівці рекомендують робити попередню розмітку (осьові ризики) або спеціальний шаблон з вже зазначеними контурами.

Незалежно від типу деталі, товщини і інших параметрів, побутовий електроінструмент або верстат за допомогою регулювань налаштовують на мінімальну подачу по оборотам (100-450 об. Хв.). Це дозволить отримати рівномірне і чітке свердління. Показником правильно підібраною швидкості є довга і однорідна металева стружка, яка виникає в процесі роботи.

При товщині сталевого виробу більш 7 міліметрів процедуру виконують у кілька технологічних заходів. Спочатку роблять невелике по діаметру попередній отвір відповідним для цього свердлом (наприклад на 4-5мм), а потім акуратно досверлівают його до необхідних параметрів. Це дозволяє отримати максимально рівні й акуратні краю, що особливо актуально при роботі з харчовими або сантехнічними нержавіючими трубами.

Свердлити нержавійку в домашніх умовах не складно, якщо мати теоретичні та практичні уявлення про нього і вибрати надійні електроінструменти і набір якісних свердел. Не варто забувати про постійне охолодженні металу, техніки безпеки і технологічних перервах.