При проведенні електромонтажних робіт виникає необхідність якісного зрощування проводів, щоб знизити перехідний електричний опір, що виникає між контактуючими провідниками. Міцне, максимально монолітне з’єднання забезпечує найкращі умови для надійної, безпечної роботи електроустановок.
Існує кілька варіантів з’єднання мідних проводів, але по надійності зварювання є найкращим. Отримана спайка відрізняється хорошою електропровідністю, високою міцністю, тому, відповідаючи вимогам електробезпеки, здатна прослужити довгі роки.
Технологія з’єднання проводів методом зварювання
З’єднання жил своїми руками здійснюють за допомогою затискачів, клемників, опресування, пайки або зварювання. Найбільш надійним визнаний метод зварювання, оскільки монолітна структура має низьке перехідний опір, практично не нагрівається і забезпечує високу пожежобезпечність.

Для розведення проводів часто використовується мідна жила. Щоб отримати надійне з’єднання з декількох провідників, потрібно виконати наступні дії:
- За допомогою ножа або спеціального інструменту акуратно зняти відрізок ізоляції 60-80 мм довжини. При меншій довжині під дією температури вона буде плавитися. Оброблення проводиться уздовж провідника, що виключає його пошкодження.
- Оголений ділянку ретельно зачищається, якщо необхідно обробляється наждачним шкіркою.
- Скручування виконують, домагаючись щільного прилягання жив. Це попередить їх ламкість, викликану дією високих температур.
- Затиснувши готову скрутку за допомогою плоскогубців, щипців, стирчать кінці підрівнюють.
- Сварка виконується по торцях жив, спрямованих вниз, під гострим кутом. Залежно від отриманого загального перетину скручування процес зварювання займає 1-2 секунди.
- Торець обпалюють електродом, намагаючись зробити з розплавленої міді акуратний кульку.
- На завершальному етапі отриману спайку ізолюють за допомогою термоусадочної трубки, намотуванням ізоляції.
Сварка між собою мідного і алюмінієвого електропроводу однакова, єдина відмінність в підготовці з’єднання. Мідну жилу залишають прямий, а алюмінієву намотують по спіралі навколо неї. Завдавши на алюміній флюс для видалення оксидної плівки з поверхні металу, здійснюють зварювання.
Щоб попередити плавлення ізоляції, перед нею на оголеній ділянці приєднують металевий радіатор, частіше з міді. Його велика площа і висока теплоємність матеріалу добре відводять надлишкове тепло. У місці його установки кріпиться затиск «маси» апарату, до підготовленого краю підноситься електрод і здійснюється зварювання проводів.

Перевага віддається не плавиться графітовим електродів, вугільним з мідним покриттям. Якщо потрібного електрода немає, то підійде щітка від колекторного електродвигуна, вугільний стрижень від батарейки. Для отримання якісного з’єднання їх «обмедняют», використовуючи для цих цілей прутки з міді, бронзи.
Оскільки нагрів електродів відбувається швидко, а температура дуги багаторазово перевищує температуру плавлення міді, всі роботи проводять оперативно.
Відмінною характеристикою графітового електрода є його здатність добре проводити струм, стійкість до високої температури. Графітові вироби випускаються різної довжини, з різною формою наконечників. У звичайному виконанні або обміднені. Володіють наступними перевагами:
- Прийнятна ціна, доступність придбання.
- Відсутність прилипання до нагрівається елементам.
- Стійкість електродів до утворення тріщин.
- Мінімальний час нагріву.
- Для утворення стійкої дуги досить сили струму 5-10 А.
- З’єднання виходить термостійким, стійким до корозії.
Зварювальні апарати інверторного типу
Довгі роки основним зварювальним устаткуванням були трансформатори, генератори, випрямлячі, але тепер перевага віддається приладів інверторного типу. Їх основні переваги:
- відсутність прямої залежності вихідної напруги від вхідного, як у трансформаторів;
- при збільшенні струму не відбувається «пережигание» зварюється;
- при падінні напруги відсутній «залипання» електрода, «недожіганіе» металу;
- невелика вага, зручність перенесення, використання.
Інверторне обладнання споживає менше електроенергії, тому його можна спокійно підключати до домашньої електропроводці, чи не переживаючи, що станеться збій в роботі побутових електроприладів або спрацюють запобіжні пробки. Що видається постійна напруга з перетворенням струмів високої частоти вільно утримує зварювальну дугу, тому ефект «залипання» електрода спостерігається вкрай рідко.

Всі апарати інверторного типу поділяють на домашні, професійні, промислові. Відмінність полягає в передбачуваному режимі навантаження. Для домашніх робіт досить приладу, що забезпечує півгодини безперервної роботи, для промислових масштабів – багатогодинне інтенсивне використання.
Для зварювання електропроводів, виконання нетривалих робіт будь-якого типу підійдуть зварені прилади з максимальною силою зварювального струму 160 А, потужністю 500 Вт. Наприклад, електронні інверторного типу для зварювання металів фабричного виробництва. Вони мають прийнятну ціну, невеликі розміри, масу близько 3 кг, але їх складно ремонтувати. До їх переваг відносять:
- Великі межі регулювання струму.
- Якісне з’єднання скруток будь-яких діаметрів.
- легкість навчання.
Варіанти виготовлення апарату для зварювання
В окремих випадках інвертор необхідно виготовити самостійно. Щоб спростити завдання, береться трансформатор заводського виготовлення або з первинної обмоткою, вторинна перемотано самостійно. Фахівці стверджують, що потужність приладу повинна становити 500-1000 Вт, а сердечник мати в перерізі 25 мм 2. Первинну обмотку 220 В слід виконувати мідним дротом ПЕВТ в захищеному виконанні Ø 1,5-2 мм. Для вторинної обмотки напругою 18-24 В використовують мідний дріт 15-20 кв. мм.

Оптимальним є вихідна напруга 12-24 В. При значеннях, що перевищують номінальні, відбувається перегрів скручування, як наслідок, якість міді погіршується, вона починає кришитися, розлітатися. Тому потрібно знижувати напругу, а струм зварювальної дуги збільшувати. Для цього вторинну обмотку перемотують, розділивши на дві рівні частини. Їх намотують одночасно і з’єднують паралельно. Якщо збірка зроблена правильно, то дуга горить стійко, електрод НЕ залипає. Якщо він прилипає, то струм зварювальної дуги слабкий, недостатньо потужності трансформатора.
Використовуючи стандартні трансформатори напругою 36 В, падіння напруги до нормальних значень отримують збільшенням довжини зварювальних кабелів до трьох метрів. Але виникає небезпека, що не вистачить потужності для вироблення необхідної сили струму.
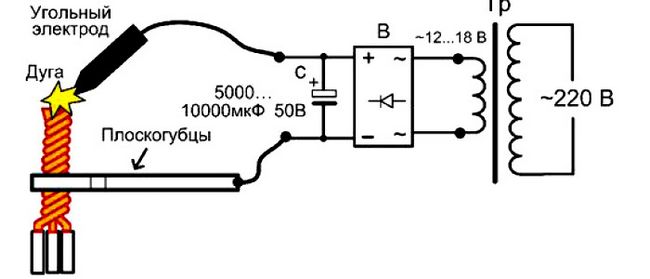
Ще один варіант – установка силового мостового випрямляча з конденсатором. Посадка випрямного моста з струмом 90-100 А здійснюється на радіаторі, а конденсаторная ємність 5000 … 10000 мкФ, набирається паралельно з конденсаторів меншої ємності, «плюсом» прикладається до електрода. Заряду конденсатора вистачає на 2-3 секунди підтримки стійкої дуги.